



Длинный жгут проводов завод
Длинный жгут проводов завод – это, казалось бы, простая задача. Но на практике, чем больше жил, сложнее конструкция и выше требования к качеству, тем больше проблем возникает. Часто, при первом контакте, заказчики думают, что это просто 'склеить кучу проводов'. Ошибаются. Реальность гораздо интереснее и требует комплексного подхода, особенно если речь идет о больших объемах и сложных спецификациях. В этой статье поделюсь своим опытом, ошибками и находками, касающимися производства проводов и жгутов проводов на нашем заводе. Постараюсь рассказать максимально конкретно, без лишней воды и пафоса.
Основные этапы производства и их тонкости
Производство проводов – это многоступенчатый процесс. Начинается все с выбора материала – медная жила, изоляция (PVC, силикон, фторопласт и т.д.). Затем идет лужение, нанесение изоляции, скручивание жил, обжим и, наконец, сборка в жгут. Наиболее проблемные моменты возникают именно на этапах скручивания и обжима. Неправильная технология скручивания приводит к ослаблению соединения, повышенному сопротивлению и, в конечном итоге, к отказу жгута. А некачественный обжим – к обрывам жил и короткому замыканию. Мы, например, долгое время испытывали проблемы с правильным натяжением жил при скручивании. Недостаточное натяжение приводило к провисанию жгута и повышенной вероятности повреждений. Избыточное – к перегреву изоляции и ее деформации. Потребовалось время и эксперименты с оборудованием, чтобы найти оптимальный баланс.
Ключевым фактором является контроль качества на каждом этапе. Мы используем различные методы контроля – визуальный осмотр, электрические измерения, испытания на гибкость и ударную нагрузку. Особенно важно проводить контроль качества после обжима. Мы используем автоматические обжимные прессы, но даже в этом случае необходимо регулярное тестирование образцов, чтобы убедиться в надежности соединения. Иногда даже современные машины выдают непредсказуемые результаты. Однажды, после обновления одной из прессов, у нас резко вырос процент брака – негерметичных соединений. Оказалось, что проблема была в незначительной деформации матрицы обжима. Нужно было выждать, пока машина 'отработается', и в итоге все стабилизировалось.
Сложности при работе с большими сечениями и сложной структурой жгутов
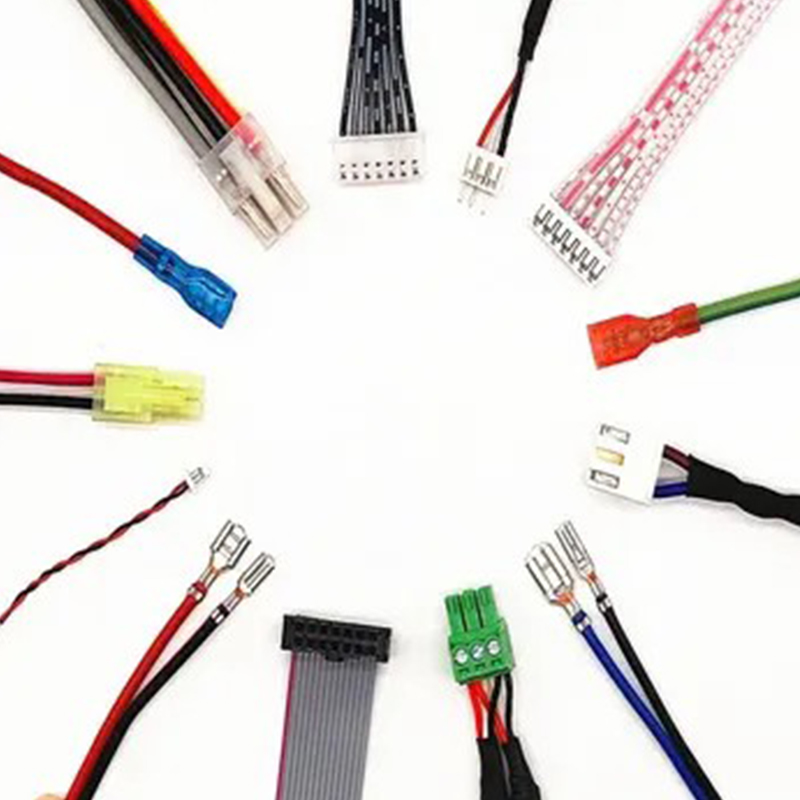
Производство проводов большого сечения – это отдельная история. Чем толще жила, тем сложнее ее скрутить и тем выше требования к качеству изоляции. При больших сечениях часто используются специальные методы скручивания – например, скручивание в несколько этапов с использованием промежуточных фиксаторов. Также важно правильно подобрать материал изоляции, чтобы она выдерживала большие нагрузки и температурные перепады. Наши клиенты часто заказывают жгуты с разнообразной структурой – например, с чередующимися медными и алюминиевыми жилами, с различными типами изоляции, с защитными оболочками. В таких случаях особенно важно четко понимать требования заказчика и точно следовать технической документации. Иначе результат может оказаться совершенно непредсказуемым.
Мы, например, столкнулись с проблемой при изготовлении жгута для автоматизированной системы управления. В спецификации требовалось использовать специальную изоляцию, устойчивую к воздействию агрессивных сред. Оказалось, что этот тип изоляции обладает высокой стоимостью и сложен в обработке. Пришлось искать альтернативные варианты, которые соответствовали требованиям заказчика по прочности, гибкости и устойчивости к воздействию окружающей среды. Это потребовало значительных усилий и времени, но в итоге мы смогли найти оптимальное решение.
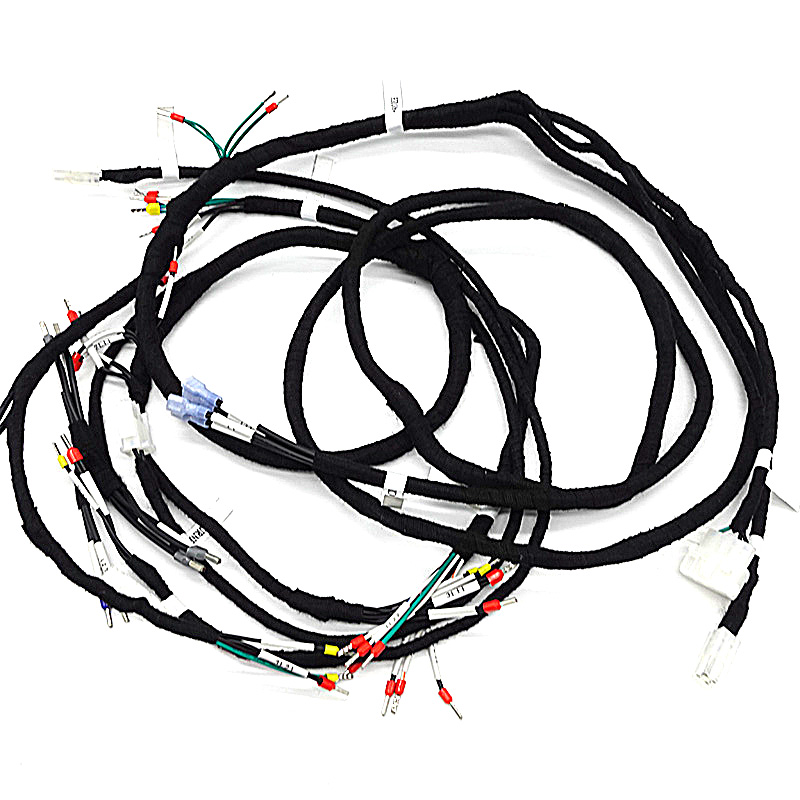
Проблемы с длинными жгутами
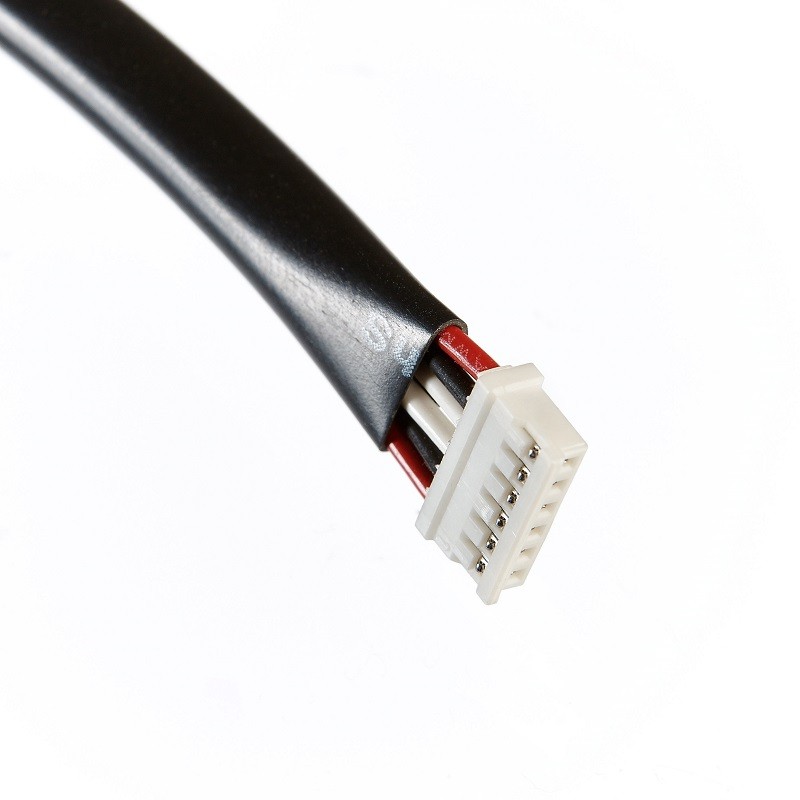
При производстве длинных жгутов проводов возникают дополнительные трудности. Во-первых, необходимо обеспечить равномерное распределение нагрузки по всей длине жгута, чтобы избежать деформации и повреждений. Во-вторых, важно предусмотреть возможность легкость соединения жгута с другими компонентами. Для этого часто используют специальные терминальные соединения или кабельные заглушки. В-третьих, необходимо обеспечить защиту жгута от внешних воздействий – влаги, пыли, механических повреждений. Для этого используют различные типы оболочек – PVC, полиэтилен, ПВХ-резина.
Автоматизация производства и ее перспективы
В последние годы наблюдается тенденция к автоматизации производства проводов и жгутов проводов. Автоматизация позволяет повысить производительность, снизить себестоимость продукции и улучшить качество. На нашем заводе мы постепенно внедряем автоматизированные линии для скручивания, обжима и сборки жгутов. Однако, полностью автоматизировать процесс пока не получается. Некоторые этапы, такие как контроль качества и ручная сборка, все еще требуют участия человека. Пока что, ООО Сямэнь Кохан Электроникс фокусируется на оптимизации существующих процессов, внедрении новых технологий и повышении квалификации персонала. Мы считаем, что именно это позволит нам оставаться конкурентоспособными на рынке.
Особый интерес вызывает применение искусственного интеллекта (ИИ) в производстве проводов. ИИ может использоваться для анализа данных, полученных с датчиков, для выявления дефектов и прогнозирования отказов оборудования. Также ИИ может использоваться для оптимизации технологических параметров и повышения эффективности производства. Мы сейчас изучаем возможности применения ИИ в нашей работе, но пока что результаты не впечатляют. Впереди еще много работы и экспериментов.
Ошибки, которых стоит избегать
За годы работы мы накопили немало опыта и, к сожалению, немало ошибок. Вот некоторые из них, которых стоит избегать:
- Недооценка требований заказчика. Необходимо четко понимать все требования заказчика и точно следовать технической документации.
- Использование некачественных материалов. Качество материалов напрямую влияет на качество продукции.
- Использование устаревшего оборудования. Устаревшее оборудование снижает производительность и увеличивает вероятность брака.
- Отсутствие контроля качества на всех этапах производства. Контроль качества – это залог надежности продукции.
- Недостаточная квалификация персонала. Квалифицированный персонал – это залог успешного производства.
Наши клиенты иногда пытаются сэкономить на материалах, заказывая проводов более низкого качества. В итоге, им приходится сталкиваться с проблемами – преждевременным отказом оборудования, повышенными затратами на ремонт и обслуживание. Лучше сразу заказать качественный продукт, чем потом тратить деньги на устранение последствий некачественной продукции.
Заключение
Производство проводов и жгутов проводов – это сложная и ответственная задача. Требует знаний, опыта и внимания к деталям. Надеюсь, эта статья поможет вам избежать многих ошибок и сделать правильный выбор поставщика. Мы в ООО Сямэнь Кохан Электроникс постоянно совершенствуем наши процессы и технологии, чтобы предлагать нашим клиентам продукцию самого высокого качества. Мы готовы сотрудничать с вами и решать любые задачи, связанные с производством проводов.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Промышленные жгуты проводов 5
Промышленные жгуты проводов 5 -
 Индивидуальные жгуты проводов 6
Индивидуальные жгуты проводов 6 -
 Фирменная сборка жгута проводов JST для стиральных машин — Премиальный кабель жгута проводов
Фирменная сборка жгута проводов JST для стиральных машин — Премиальный кабель жгута проводов -
 Жгуты проводов для новых источников энергии 3
Жгуты проводов для новых источников энергии 3 -
 Промышленные жгуты проводов 4
Промышленные жгуты проводов 4 -
 Индивидуальные жгуты проводов 5
Индивидуальные жгуты проводов 5 -
 Жгуты проводов для новых источников энергии 4
Жгуты проводов для новых источников энергии 4 -
 Бытовые жгуты проводов 4
Бытовые жгуты проводов 4 -
 Производство жгутов проводов: профессиональные услуги OEM и ODM
Производство жгутов проводов: профессиональные услуги OEM и ODM -
 Бесплатные образцы Нестандартные жгуты проводов Кабельная сборка Монтажные жгуты
Бесплатные образцы Нестандартные жгуты проводов Кабельная сборка Монтажные жгуты -
 Индивидуальные жгуты проводов 4
Индивидуальные жгуты проводов 4 -
 Индивидуальные жгуты проводов 2
Индивидуальные жгуты проводов 2
Связанный поиск
Связанный поиск- жгут проводов заводской жгут проводов заводы
- Производитель 2-контактных разъемов для шасси
- OEM жгут проводов сцепного устройства прицепа
- Поставщики 4-контактных водонепроницаемых разъемов
- OEM жгуты проводов кабельные сборки завод
- Поставщики кабелей витой пары Cat5e
- Цена OEM OFFC гибкий плоский кабель
- Производитель OEM электронных кабельных сборок
- Цена заднего жгута проводов в сборе
- Провода кабели и кабельные сборки